食品机械中的光电传感器 保障安全与效率的关键技术
在现代化食品生产流程中,食品机械的自动化、精准化和卫生安全水平是决定产品质量与生产效率的核心。光电传感器作为一种非接触式检测与控制元件,凭借其高精度、高响应速度及优异的卫生性能,已成为食品机械中不可或缺的关键技术,广泛渗透于从原料处理到成品包装的各个环节。
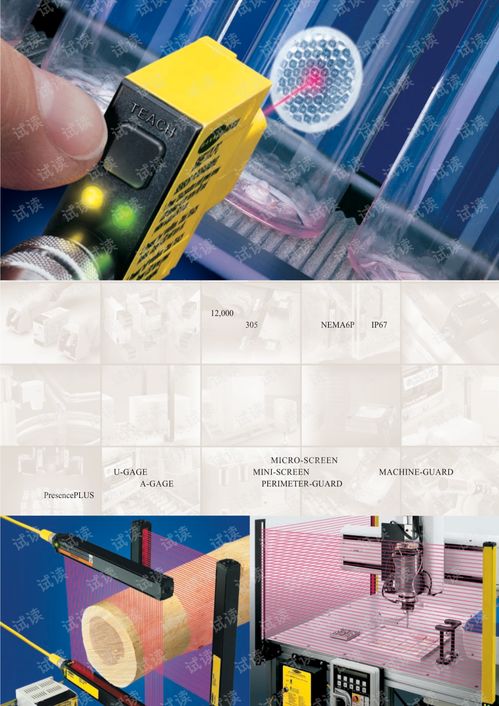
光电传感器的工作原理基于光电效应,通过发射器发出调制光(通常为红外光或可见光),再由接收器检测光强的变化,从而实现对目标物体的存在、位置、颜色、标记或液位等状态的精确感知。在食品工业的复杂环境中,这一技术展现出独特优势。
一、核心应用领域
1. 定位与计数:在高速灌装线、包装线上,光电传感器能精确检测瓶子、罐子、包装盒的有无及通过数量,确保流程连贯与计数准确。例如,通过漫反射型传感器识别透明瓶子的到位情况,触发灌装阀动作。
2. 液位与料位控制:在储罐、反应釜中,利用对射型或反射型传感器监控液体、粉末或颗粒物料的料位高度,实现自动补料或防止溢料,保障生产安全与配方稳定。
3. 瑕疵检测与分选:结合颜色传感器或光幕,可识别食品表面的异物、瑕疵(如水果的斑痕),或通过检测包装上的印刷标记(如生产日期、条码)是否清晰、位置是否正确,实现自动分拣或剔除不合格品。
4. 安全防护:在切割、搅拌等危险工位安装安全光幕,形成无形屏障,一旦有人员或异物闯入,立即停机,有效保护操作人员安全。
5. 包装完整性检查:利用透射式传感器检测包装袋内是否含有产品,或检查封口是否严密,确保每一份出厂产品的完整性。
二、面临的挑战与技术要求
食品生产环境对传感器提出了严苛要求:
- 卫生设计:传感器需符合IP67/IP69K等高防护等级,能够耐受高压高温清洗(CIP/SIP流程),表面光滑无死角,防止细菌滋生。材质常采用不锈钢外壳或食品级塑料。
- 抗干扰能力:生产现场可能存在水雾、蒸汽、泡沫、油污或环境光变化,传感器需具备良好的背景抑制功能或特殊滤光设计,确保信号稳定。
- 精度与响应速度:面对高速生产线,微秒级的响应时间至关重要,同时检测精度需满足毫米级甚至更高的定位需求。
- 化学兼容性:接触酸、碱、油脂等食品原料或清洁剂时,传感器材料必须耐腐蚀。
三、发展趋势
随着工业4.0与智能制造的推进,光电传感器在食品机械中的应用正向更智能化、网络化方向发展:
- 集成与微型化:传感器尺寸更小,便于集成到紧凑设备中,同时集成多种功能(如测量距离与颜色)。
- IO-Link等通信接口普及:实现传感器参数的远程设置、实时状态监控与预测性维护,提升生产线整体智能化管理水平。
- AI算法融合:与机器视觉系统结合,通过高级图像处理与AI算法,实现更复杂的缺陷识别和质量评估。
结论
光电传感器以其非接触、高可靠和适应恶劣环境的特性,为食品机械赋予了精准的“感知”能力。它不仅是实现自动化生产的基础,更是保障食品安全、提升生产效率、降低损耗的关键环节。随着技术的持续创新与融合,光电传感器必将在食品工业的智能化转型中扮演更加核心的角色,助力产业向更安全、更高效、更可持续的方向迈进。
如若转载,请注明出处:http://www.didiaojp.com/product/13.html
更新时间:2026-06-19 09:01:01